In the high-stakes world of global logistics, the Flexible Intermediate Bulk Container (FIBC), commonly known as the PP woven bag, has transitioned from a mere packaging commodity to a critical strategic asset. As a premier CE Certification PP woven bag supplier, Yantai ZS Bulk Bags Manufacturing Co., Ltd. is at the forefront of this transformation, merging 30 years of traditional expertise with the precision of Industry 4.0.
The industrial packaging sector is currently witnessing a paradigm shift driven by sustainability, safety, and smart logistics. Contemporary trends indicate a massive move towards:
Usage of PCR (Post-Consumer Recycled) materials while maintaining the high tensile strength required for CE certification.
Rising demand for Type C and Type D conductive bags in the lithium battery and hazardous chemical sectors.
Multi-layered aluminum foil liners designed to protect hygroscopic materials from moisture, oxygen, and UV degradation.
Supply chain resilience is no longer a luxury; it is a necessity. Our production facilities in Yantai serve as a benchmark for efficiency and quality control. By integrating an end-to-end industrial chain—from raw material drawing to final ultrasonic cutting—we eliminate the volatility associated with third-party sourcing.

Founded in 1988, Yantai ZS Bulk Bags Manufacturing Co., Ltd. is a professional manufacturer specializing in the customized design and production of mid-to-high-end FIBCs. With over 30 years of dedication, we provide cost-effective customized solutions as our core competitive advantage. Our two modern production bases in Laishan and Muping Districts cover 60,000 square meters, maintaining a stable monthly output of over 250,000 units.
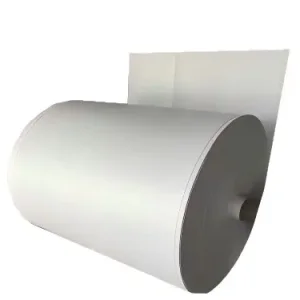
We use 100% virgin polypropylene raw materials, ensuring all technical specifications comply with FDA food-grade standards. Our commitment to hygiene safety is absolute: every FIBC leaving our factory undergoes strict disinfection, ensuring it is hygienic, dust-free, and free from any contaminants. Our integrated system covers procurement, manufacturing, and final delivery, ensuring precision and traceability.




From the mining pits of Australia to the pharmaceutical labs of Germany, our CE-certified bags adapt to diverse operational environments.
Heavy-duty bags with 5:1 or 6:1 Safety Factor for transporting minerals, cement, and aggregates in harsh outdoor conditions.
Bags equipped with PE liners and sift-proof seams to prevent the leakage of fine powders and reactive granules.
UN-certified FIBCs specifically designed for battery separators and precursors, requiring zero metallic contamination.
ISO 22000 compliant packaging for sugar, flour, and MSG, focusing on moisture barriers and microbial safety.


CE certification ensures that the FIBC meets European safety, health, and environmental protection requirements. It is a mandatory passport for products sold within the European Economic Area, guaranteeing the bag can safely handle its rated load without structural failure.
Food-grade bags are manufactured using 100% virgin PP in ISO 22000 certified cleanrooms. They undergo ultrasonic cutting to prevent loose threads and are vacuumed/disinfected to ensure zero contamination, unlike standard industrial bags used for construction materials.
By controlling the entire process from polymer resin to the finished sewn bag, we mitigate risks of material shortages and quality fluctuations. Our 60,000 sqm facility allows for significant buffer stock for long-term contract partners.
Yes, we offer specialized high-temperature resistant FIBCs designed to maintain structural integrity when filled with materials at elevated temperatures, often used in the chemical and road construction industries.