Engineered for Maximum Reliability and Structural Integrity
The global shift toward "Plastic Neutrality" is driving the adoption of PCR (Post-Consumer Recycled) content in FIBC production. Leading manufacturers are now focusing on 100% recyclable polypropylene designs that maintain a 5:1 or 6:1 Safety Factor while reducing carbon footprints.
Beyond simple logos, custom printed FIBCs are becoming data carriers. High-resolution flexographic printing now incorporates QR codes and RFID tags, enabling real-time inventory tracking and anti-counterfeiting for pharmaceutical and high-value chemical sectors.
As smart factories rise, FIBCs are being re-engineered for robotic handling. This includes specialized loops that remain upright for automated forklifts and precision-engineered discharge spouts for closed-loop industrial systems.
In the current industrial landscape, a custom printed FIBC is no longer just a container; it is a strategic asset for brand equity and supply chain security. As a leading FIBC manufacturer and supplier, Yantai ZS Bulk Bags is at the forefront of these transitions, integrating advanced materials science with state-of-the-art printing technology to meet the demands of Fortune 500 companies.
YEARS OEM/ODM SERVICE
m² TOTAL SITE AREA
EMPLOYEES
MONTHLY OUTPUT
GLOBAL CUSTOMERS
Founded in 1988, Yantai ZS Bulk Bags Manufacturing Co., Ltd. is a professional manufacturer specializing in the customized design and production of mid-to-high-end FIBCs (Flexible Intermediate Bulk Containers). With over 30 years of dedication to the industry, we take cost-effective customized solutions as our core. Relying on solid technical accumulation and strict quality control, we have become a trusted choice for well-known enterprises both at home and abroad.
The company boasts strong strength, with two modern production bases located in Laishan District and Muping District of Yantai City respectively, covering a total area of 60,000 square meters. We have built a complete closed-loop industrial chain covering raw material processing to finished product manufacturing.

Global procurement heads today face a volatile market characterized by fluctuating resin prices and logistical bottlenecks. A reliable FIBC supplier must offer more than just a low unit price; they must provide Information Gain and supply chain resilience.
Our custom FIBC solutions focus on volume efficiency. By using Baffle Bag (Q-Bag) technology, we help clients increase shipping volume by up to 30%, significantly reducing freight costs per ton of material. Our internal lab performs rigorous stress tests to ensure that every custom printed FIBC can withstand the rigors of trans-oceanic shipping without leakage or structural failure.
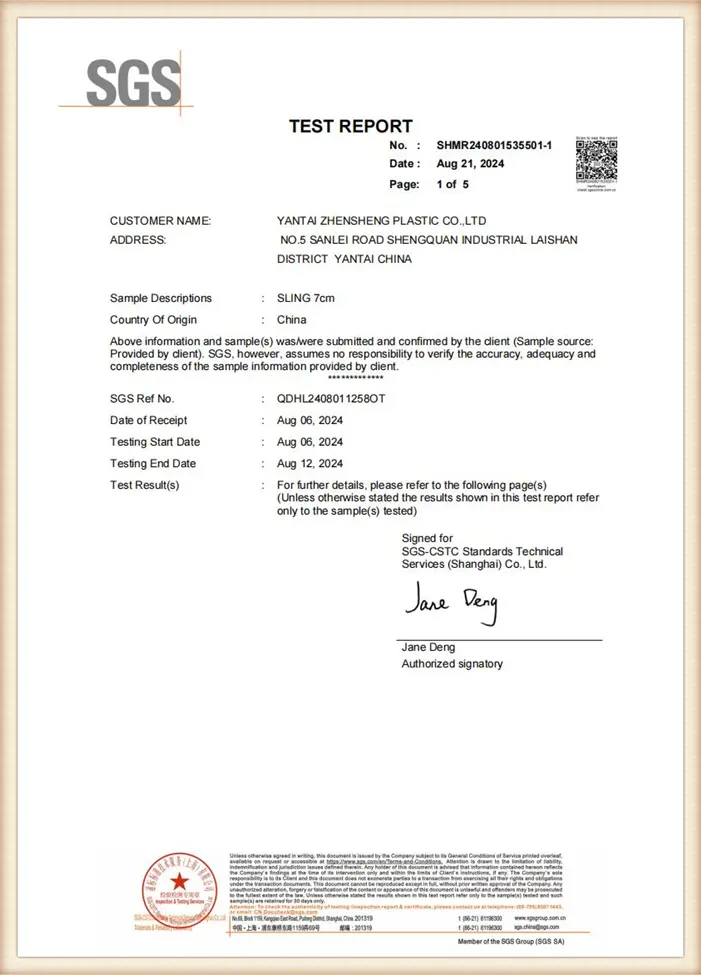
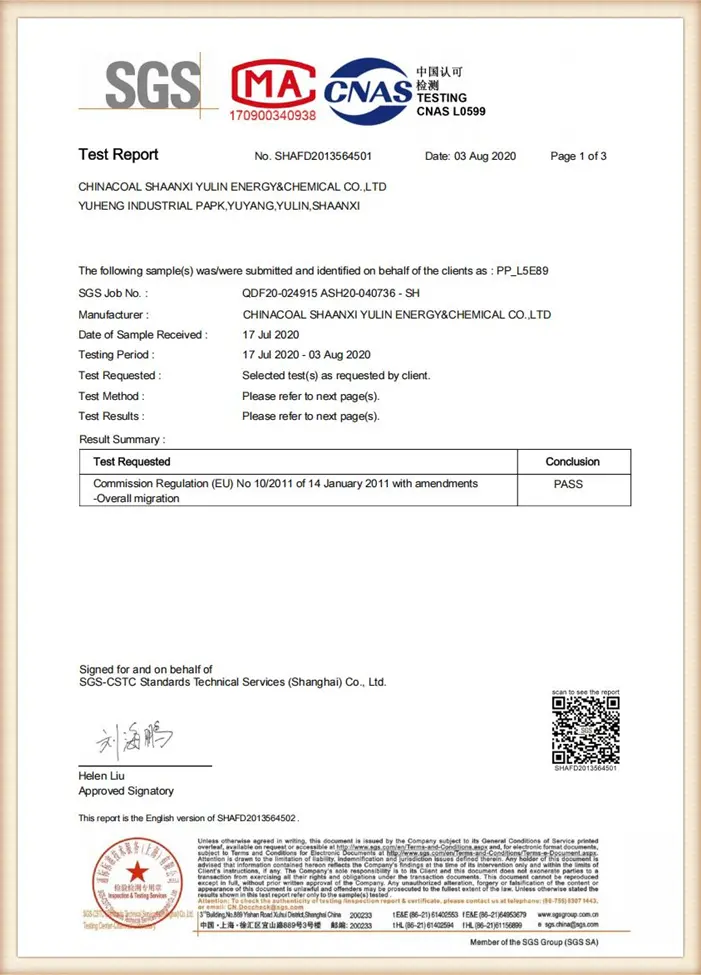
For chemical and mineral industries, compliance with UN Certification for hazardous materials is non-negotiable. Yantai ZS provides localized compliance support, ensuring that all custom printed FIBCs meet DOT, IMDG, and RID standards. Our documentation team assists global buyers in navigating customs requirements for specific markets like the EU, North America, and Australia.
Electrostatic protection (Type B, C, D) is critical. We utilize conductive fibers and groundable loops to prevent incendiary discharges during the filling of fine powders.
Cleanroom production (ISO 22000) and ultrasonic cutting prevent loose threads and contamination. Our aluminum foil liners provide the ultimate moisture barrier for MSG and pharmaceutical ingredients.
Heavy-duty construction with high UV resistance ensures stability when bags are stored outdoors in harsh environments like copper or iron ore mines.
Using 100% virgin PP granules to ensure maximum tensile strength and UV stabilization from the molecular level.

Circular and flat looms create high-density fabric that serves as the backbone of our heavy-duty FIBCs.

Our multi-color flexographic printing system ensures brand consistency and durability against abrasion.

Eliminating fraying and heat-sealing edges to meet the highest hygiene standards for food-grade applications.


Especially for FIBCs designed for food-grade and high-hygiene applications, we use 100% virgin polypropylene raw materials, with all technical specifications strictly complying with FDA food-grade standards. Most importantly, all sewing processes for high-hygiene products are completed in a dust-free workshop that meets the ISO22000 Food Safety Management System standards.
Integration of oxygen scavengers and ethylene absorbers within the FIBC liner to extend the shelf life of agricultural bulk products.
Development of bio-degradable coatings that provide moisture resistance without compromising the recyclability of the core PP fabric.
Providing a digital "birth certificate" for every bulk bag, documenting material origin, load tests, and safety history for high-compliance industries.
While MOQs vary based on bag complexity, our standard MOQ for custom printed solutions usually starts at 500 units. However, for specialized industrial trials, we offer flexible prototyping options.
Every batch of our 1.5-ton to 2-ton bags undergoes a cyclic top-lift test and a load-to-failure test in our internal lab to verify a 5:1 or 6:1 safety factor.
Yes. We integrate premium UV inhibitors into the PP resin during extrusion, typically providing 1200+ hours of UV protection, which translates to 6-12 months of outdoor durability depending on the region.
We primarily use advanced flexographic printing, allowing for up to 4 colors with high precision. This ensures that your brand’s visual identity remains intact even in rough industrial conditions.
Absolutely. We provide laminated fabrics, sifting-proof seams (felt or cord), and PE/Aluminum foil liners to ensure zero leakage and full protection against moisture ingress.
Reliable Solutions Trusted by 200+ International Partners