In today's globalized industrial landscape, "packaging" is no longer just a container; it is a critical component of product stability. At Yantai ZS Bulk Bags Manufacturing Co., Ltd., we recognize that for industries like lithium-ion battery materials, pharmaceutical precursors, and high-purity chemicals, atmospheric exposure is the enemy. Moisture ingress can cause clumping, oxidation, and chemical degradation, leading to millions in losses.
Our Moisture Barrier FIBC bags are engineered using multi-layer laminate technology, typically incorporating Aluminum Foil (AL) or EVOH (Ethylene Vinyl Alcohol) layers. These materials provide an industry-leading Water Vapor Transmission Rate (WVTR) of nearly zero, ensuring that sensitive granules remain in factory-fresh condition regardless of transit humidity.

We are currently researching the integration of nano-coatings directly onto PP fibers to create high-barrier properties without the need for separate liners, reducing weight and carbon footprint.
The future lies in mono-material high-barrier films. We are developing PE-based laminates that are 100% recyclable while maintaining OTR/WVTR performance levels comparable to aluminum.
Incorporating RFID and humidity sensors into our Moisture Barrier bags allows real-time monitoring of internal bag conditions during long-sea freight, a game-changer for high-value chemical logistics.
Providing bespoke packaging strategies for sectors where atmospheric control is non-negotiable.
Lithium-ion battery separator materials and cathode precursors require ultra-dry environments. Our bags utilize 5-layer aluminum foil liners with vacuum-sealing capabilities to maintain parts-per-million (PPM) moisture levels.
Pharmaceutical-grade FIBCs produced in ISO Class 8 cleanrooms. These bags prevent cross-contamination and provide a sterile moisture-proof barrier for active pharmaceutical ingredients (APIs).
From hygroscopic polymers to catalysts, our bags offer UV protection and gas barrier properties, preventing the formation of hazardous gases or material caking during multi-month storage.

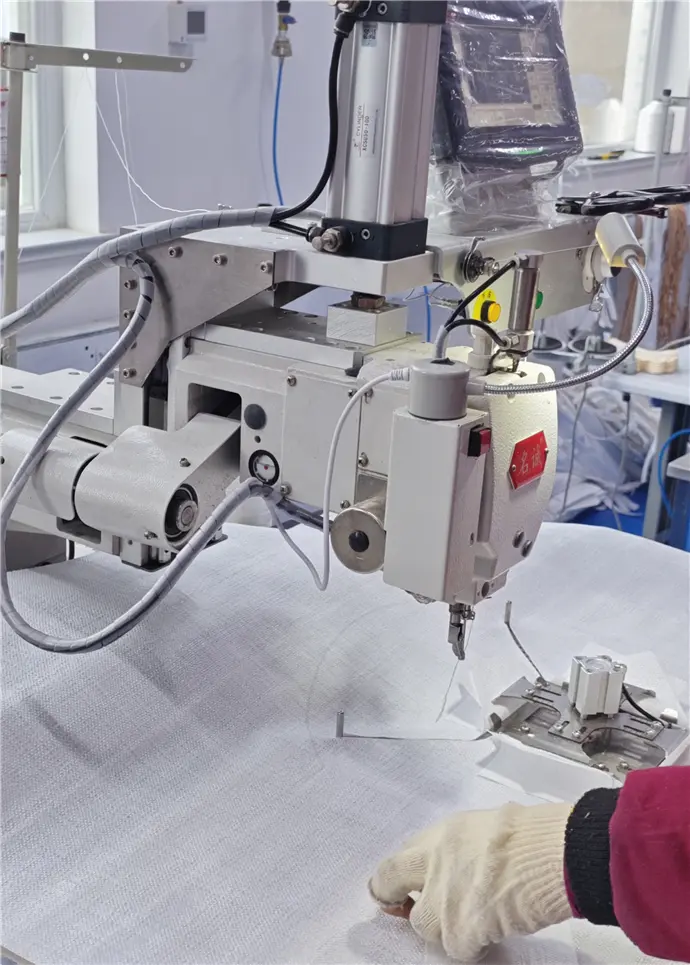
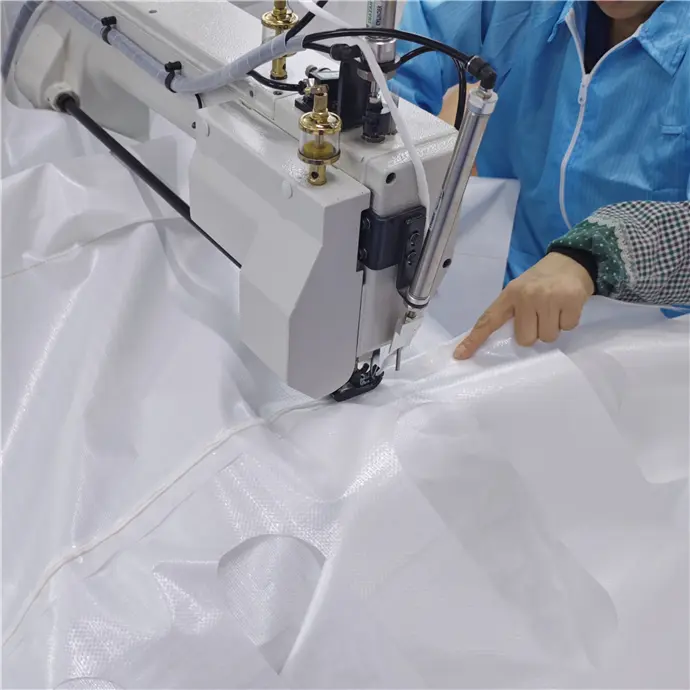


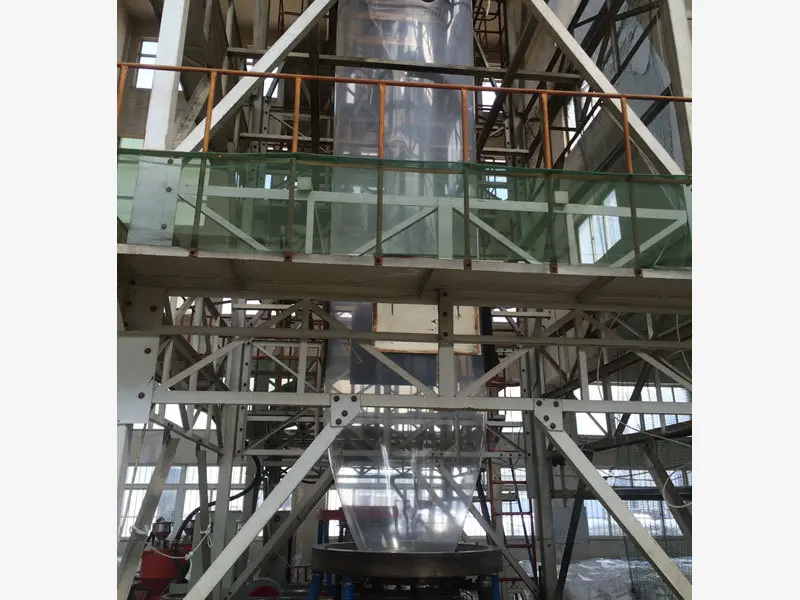
The "China Factory 4.0" initiative at ZS Bulk Bags integrates automated drawing, circular weaving, and ultrasonic cutting. This digitization ensures 100% traceability. In an era of global supply chain volatility, our integrated production—from PP resin processing to final ultrasonic sewing—minimizes third-party risk.
By leveraging lean manufacturing and automated quality gates, we maintain a stable monthly output of 250,000 units. Our proximity to major shipping hubs in Yantai and Qingdao ensures that global enterprises receive moisture barrier solutions with shorter lead times and optimized freight costs.







All materials used in our food-grade moisture barrier bags are 100% virgin and FDA-compliant, ensuring zero migration of chemicals into your food products.
Our management systems are verified globally to ensure food safety and quality consistency across every production batch.
For moisture-sensitive hazardous goods, we provide UN-certified bags that meet stringent drop and pressure tests for international sea transport.
With a multilingual sales and technical team, we provide localization support for regulations in the EU (REACH), USA, and Southeast Asia.













