Explore our high-performance FIBC engineering, designed to ensure maximum container stabilization, static control, and heavy payload safety.
For over three decades, Yantai ZS Bulk Bags (Zhensheng) has established itself as an industry leader in customized design and production of mid-to-high-end Flexible Intermediate Bulk Containers (FIBCs).
Founded in 1988, our enterprise is built on the core values of engineering safety, economic cost-efficiency, and strict quality compliance. With raw material processing and advanced sewing operations vertically integrated, we maintain direct control over structural integrity, cleanroom hygiene, and shipment timing. Our two modern manufacturing facilities located in the Laishan and Muping Districts of Yantai City span over 60,000 square meters. Here, our dedicated workforce of more than 300 professionals—including 30 technical supervisors and quality control specialists—delivers reliable bulk packaging solutions that safeguard value for organizations in over 50 countries.
With a stable monthly output surpassing 250,000 units and an annual production capacity exceeding 3 million units, we possess the capabilities to manage high-volume global supply requirements while maintaining custom flexibility for specialized operations.

Analyzing key advancements in modern logistics safety, smart tracking, and static mitigation systems.
The industry is transitioning toward strict static protection using Type C (conductive bags that must be grounded during filling/discharge) and Type D (dissipative bags that disperse static charges safely without grounding). We implement premium antistatic threads and high-tenacity carbon filaments to prevent catastrophic static ignition events in highly combustible chemical environments.
Standard circular bulk bags bulge when loaded, resulting in dead container space. The global logistics trend leverages advanced inner Baffle designs. Built with internal structured panels, baffle FIBCs retain a square shape after filling, increasing storage and freight vehicle shipping capacity by up to 25% to reduce carbon footprints.
Regulatory frameworks such as FDA, HACCP, and ISO 22000 require complete raw material transparency. In modern bulk operations, there is zero tolerance for frayed fibers, foreign particles, or micro-contaminants. To address this, we weave high-purity virgin polymer resins in class-10,000 cleanrooms and utilize advanced ultrasonic cutting technologies.
How supply chain executives optimize safety factors, moisture barrier performance, and cross-border transport configurations.
When handling bulk weights ranging from 500kg up to 2000kg, structural failure can lead to catastrophic accidents. Modern enterprises require certified Safety Factors of 5:1 for single-trip bags and 6:1 (or even 8:1) for multi-trip heavy industrial uses. ZS Bulk Bags designs heavy-duty U-panel configurations, reinforced loops, and specialized cross-corner lifting systems that distribute vertical weight uniformly, ensuring zero load failures under dynamic crane movements.
Hygroscopic chemicals, minerals, and food ingredients are highly vulnerable to moisture infiltration, oxidation, and clumping. Standard woven polypropylene allows minimal air permeability. For sensitive powders, we offer laminated inner liners and pharmaceutical-grade aluminum foil inner liners. These multishield options establish a complete barrier against oxygen transmission, water vapor, and ultraviolet light degradation, preserving dry bulk characteristics from factory to warehouse.
Specially designed anti-sift seams and heavy circular fabrics protect chemical raw materials and cement from leaks and dusty discharges during cross-border transit.
Highly breathable fabrics maintain airflow to prevent moisture buildup and mold growth in agricultural bulk products like wheat, soybeans, and corn.
Heat-resistant resins and protective inner liners maintain structural strength during the filling of materials up to 150°C, such as hot asphalt.
Take an inside look at our 60,000 square meter integrated production campus, advanced extrusion lines, and dust-free assembly plants.
















At ZS Bulk Bags, quality control is woven directly into every step of our process. By sourcing only 100% pure virgin polypropylene resin, we ensure our bags are built on a solid foundation. Our raw material formulations contain high-efficiency UV stabilizers that extend product lifespan during prolonged outdoor storage.
Our integration continues through our extrusion lines and high-performance circular weaving looms. We monitor tensile strength, warp/weft density, and seam strength at every step. This controlled approach prevents contamination risks and maintains the exact material standards required for critical applications.
For sensitive industries, we construct our bags in cleanrooms that meet ISO 22000 and HACCP food-grade standards. We use ultrasonic cutting machines to seal fabric edges and eliminate loose fibers. Each bag undergoes detailed inspection, light-testing, and vacuum-cleaning to ensure it is free from impurities before shipment.


Our complete closed-loop industrial chain ensures quality control and traceability from raw materials to final shipping.

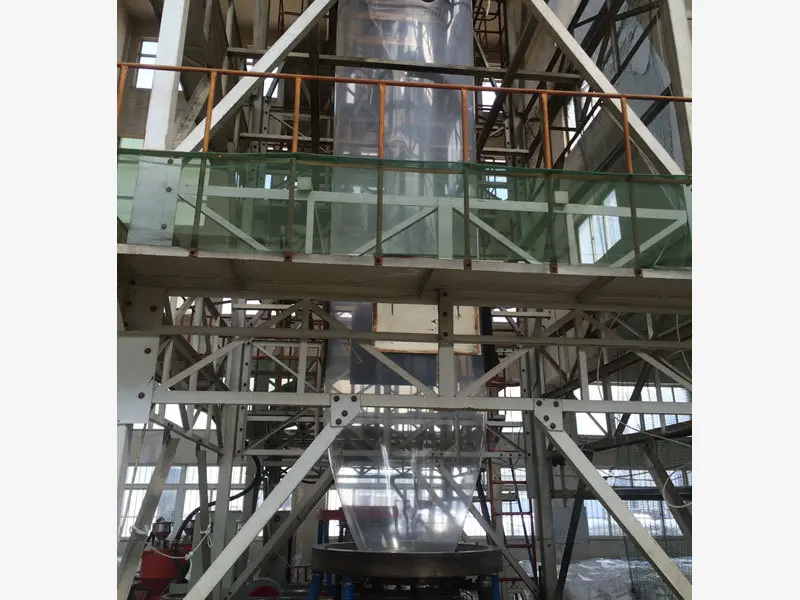
Virgin polypropylene resin is melted, extruded into thin films, and slit into high-strength tapes under optimized temperature controls.

Heavy-duty circular weaving machines weave polypropylene flat tapes into durable circular or flat woven fabrics.

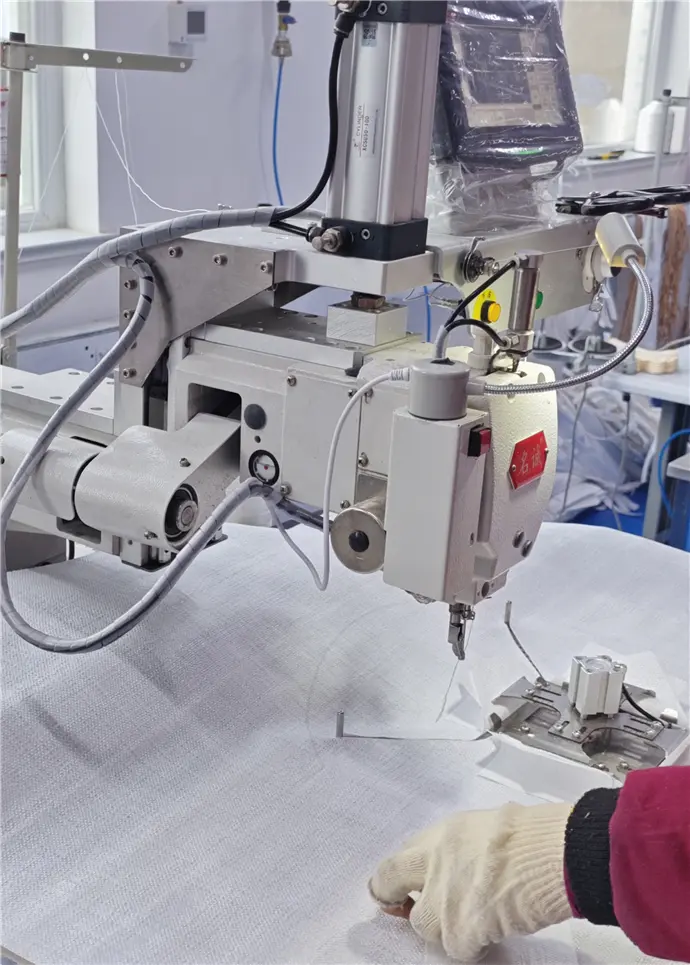
Using advanced ultrasonic cutting machines to cut fabrics to length, preventing edge-fraying and contamination.

Automated multi-color flexographic printers apply high-resolution branding, warning symbols, and safety instructions.

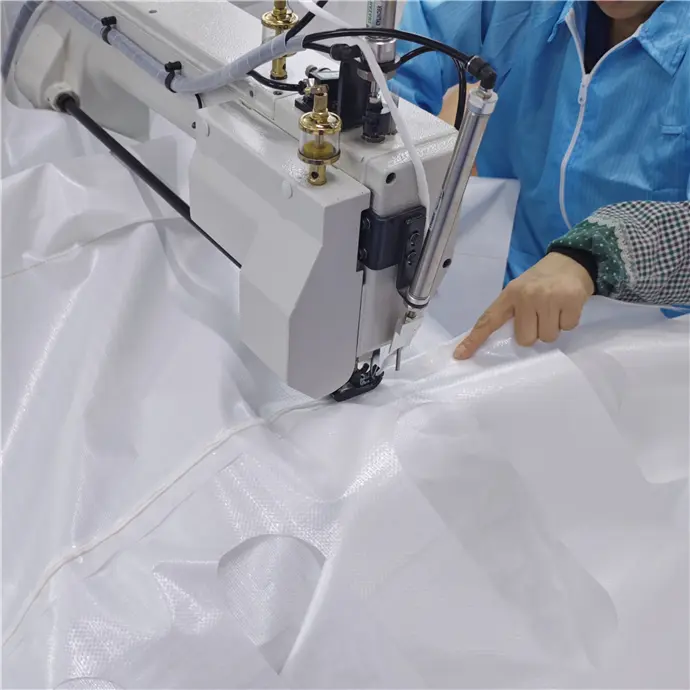
Skilled technicians sew reinforcement bands, lifting loops, and body panels with heavy locks and safety stitches.
Form-fit polyethylene or multi-layer aluminum barrier liners are carefully inserted and tabbed to prevent displacement.

100% visual inspection over light tables, metal detection, and pull-strength testing verify exact safety factors.

Bags are compressed in hydraulic balers and palletized under tension wraps to maximize shipping space.

Leveraging 30+ years of industrial expertise to provide tailored, secure packaging solutions worldwide.

From raw materials to finished products, our entire process is managed in-house to ensure traceability. We use 100% new materials in our ISO 22000 cleanrooms.

We offer full customization of sizes, load capacities, and structural configurations. Our team supports custom branding and design parameters for food-grade and industrial applications.

Our production facilities comply with FDA and ISO 9001 standards. We perform comprehensive inspections to guarantee consistent quality across large-volume orders.

Our international sales team provides professional bilingual support to guide you from initial inquiry through order dispatch and after-sales service.
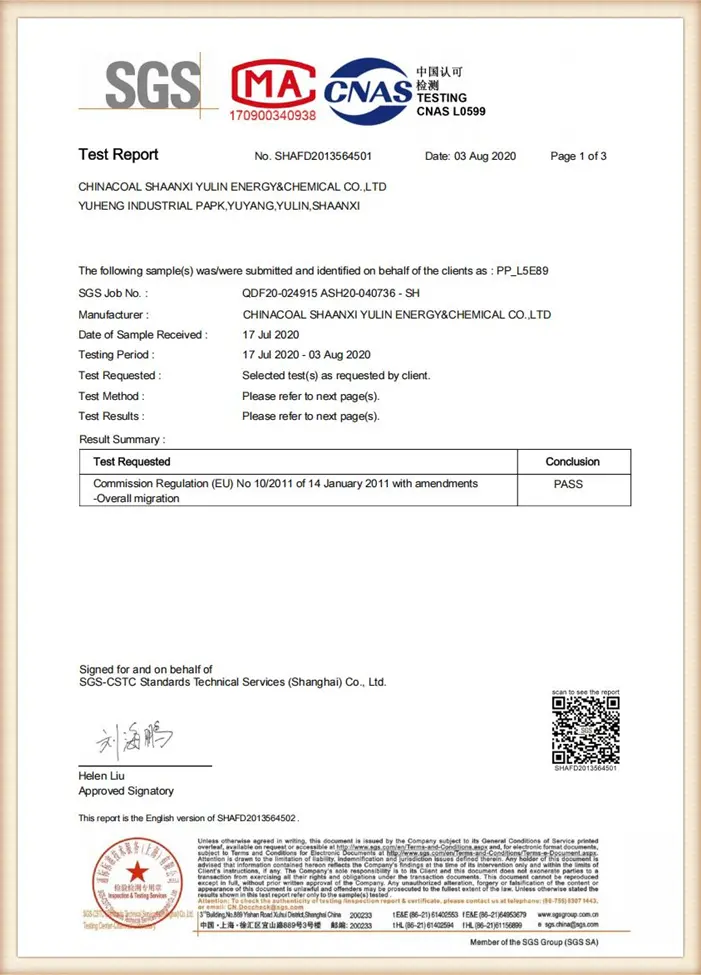
Our products comply with global safety standards, including ISO 9001, ISO 22000, and FDA food-grade regulations.


Our ongoing commitment to smart packaging, structural engineering, and sustainable bulk logistics solutions.




We are developing 100% recyclable single-polymer FIBC designs and testing post-consumer recycled (PCR) polypropylene materials to support global carbon reduction goals.
Integrating RFID and sensor tags directly into reinforcement seams to enable real-time batch tracking, warehouse location mapping, and weight verification.
Expanding our automated hot-cutting, ultrasonic sealing, and robotic sewing stations to minimize physical contact and eliminate potential fiber contamination.
Detailed answers from our engineering team regarding bulk bag structural design, safety ratings, and logistics options.
Detailed configurations optimized for high-temperature fills, moisture protection, and fine powder containment.











