Engineered for extreme loading capacity, high-tensile reliability, and certified safety compliance across worldwide supply chains.
Why perimeter-reinforcement is the global standard for high-risk chemical, mineral, and food transport.
In modern industrial logistics, the integrity of packaging represents the difference between seamless operations and catastrophic containment failures. Flexible Intermediate Bulk Containers (FIBCs) have evolved from standard polypropylene sacks into highly engineered containment systems. Among these, Fully Belted Loop FIBC Bags (also referred to as stevedore strap or perimeter-belted bulk bags) represent the peak of load-bearing design, engineered to eliminate lifting-point failures during crane, port, and rough transshipment handling.
The demand for high-strength, fully belted FIBC bags is rising globally. Major sectors include mining (for copper, zinc, and iron ore concentrates), petrochemicals (polyethylene powder, granules), and agriculture (cassava flour, sugar, and fertilizers). Furthermore, the rapid growth of the electric vehicle (EV) supply chain has created demand for cleanroom-manufactured food-grade and chemical-grade FIBCs to handle lithium-ion battery separator materials. Any container failure in battery precursor chemicals or separator minerals not only ruins raw materials but also risks chemical contamination and safety hazards.
While regional operations handle minor packaging needs, China's bulk packaging cluster, centered around manufacturing hubs like Yantai, offers a unique combination of structural vertical integration, raw material sourcing, and scale. By managing every stage from polymer extrusions and weaving to precision sewing in cleanroom environments, Chinese manufacturers consistently meet international standards (ISO 9001, ISO 22000, CE, FDA) while optimizing production timelines.
Over three decades of dedication, delivering high-end customized FIBC packaging solutions globally.
Founded in 1988, Yantai ZS Bulk Bags Manufacturing Co., Ltd. is a professional manufacturer specializing in the customized design and production of mid-to-high-end FIBCs (Flexible Intermediate Bulk Containers). With over 30 years of dedication to the industry, we focus on cost-effective, customized solutions. Relying on solid technical experience and strict quality control, we have become a trusted choice for well-known enterprises both at home and abroad, committed to providing packaging solutions that carry trust and safeguard value for global customers.
The company operates two modern production bases located in the Laishan and Muping Districts of Yantai City, covering a total area of 60,000 square meters. With more than 300 employees, including over 30 professional and technical personnel and inspectors, we have built a complete closed-loop industrial chain covering raw material processing to finished product manufacturing. This allows us to strictly control quality and delivery efficiency from the source. Backed by advanced production equipment and a lean management model, we maintain a stable monthly output of over 250,000 units and an annual output exceeding 3 million units, efficiently meeting bulk procurement needs and personalized customization requirements.

At Zhensheng, we do not just supply products; we deliver reliability, creativity, and partnership.
From raw materials to finished products, the entire process is strictly controlled and traceable, using 100% new materials in an ISO 22000 cleanroom.
Full customization of size, load capacity, and structure for both food-grade and industrial applications, supporting brand, design, and parameter customization.
FDA and ISO 9001-compliant production supporting food-grade and industrial FIBC applications, with full-cycle quality control ensuring stable quality for large-volume orders.
Our professional international sales team provides efficient bilingual support from initial inquiry to after-sales service, ensuring clear and structured communication.
Underpinned by an integrated closed-loop industrial chain, we manage quality and delivery efficiency from the source.

Extruding virgin PP granules into high-tensile flat tapes.

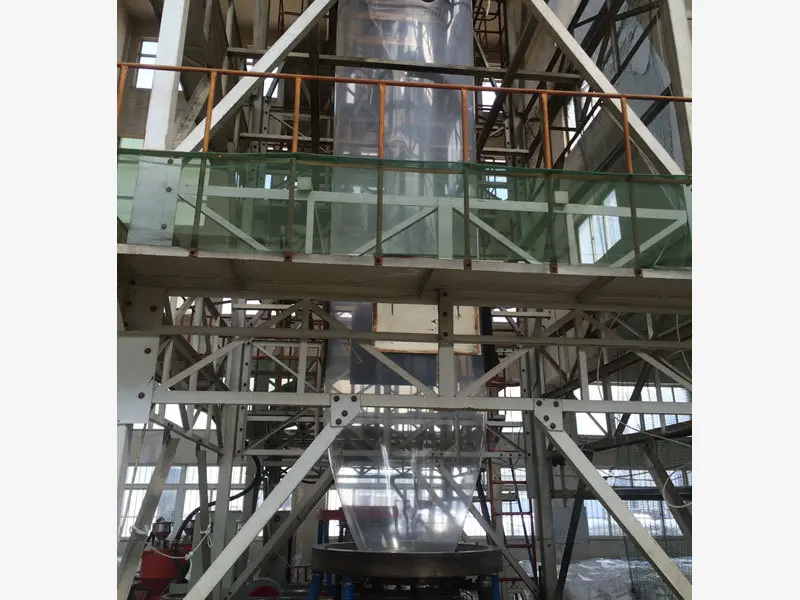
Circular weaving of the base fabric and load-bearing loops.

Precision sizing of panels using heat-knife and ultrasonic systems.

Applying company branding, specifications, and handling safety markings.

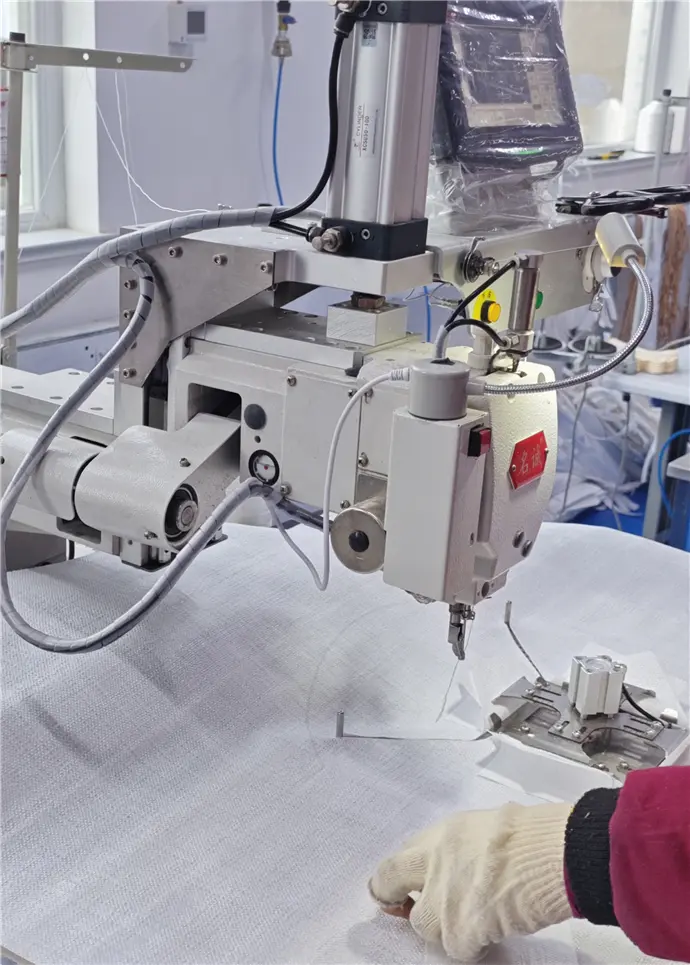
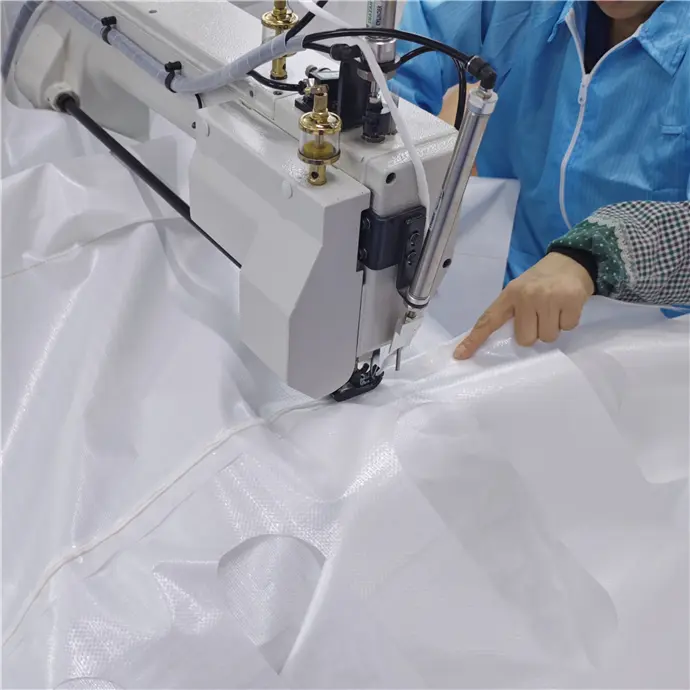
Skilled operators assembling panels using heavy-duty industrial sewing threads.
Inserting polyethylene or aluminum foil barrier liners for moisture and gas control.

Strict structural, dimensional, and contaminant testing of finished bags.

Baling and compressing under heavy hydraulic presses for compact, secure transport.
Operating modern production bases across Muping and Laishan with advanced equipment and certifications.
For FIBCs designed for food-grade and high-hygiene applications, we use 100% virgin polypropylene raw materials, with all technical specifications strictly complying with FDA food-grade standards to eliminate contamination risks from the source. During production, all fabrics are cut using ultrasonic cutting technology, which effectively avoids fraying and dust issues caused by traditional cutting methods, ensuring material cleanliness.
Most importantly, all sewing processes for high-hygiene products are completed in a dust-free workshop that meets ISO 22000 Food Safety Management System standards, equipped with professional dust removal equipment. We ensure that every FIBC leaving our factory undergoes strict disinfection, providing a reliable choice for packaging needs that demand high hygiene standards.


ZS Bulk Bags utilizes an integrated production system covering raw material procurement, manufacturing, processing, and final delivery. Leveraging our technical design capability and strict quality management, we ensure precision, traceability, and control across every stage of production. Placing product quality and safety first helps us secure sustained core competitiveness within the bulk packaging sector.
















We strictly comply with the standards of ISO 9001 Quality Management System and ISO 22000 Food Safety Management System certifications.


Essential insights for procurement managers, logistics heads, and packaging engineers selecting high-capacity bulk bags.
Engineered options including moisture-resistant coatings, customized lifting straps, and high-barrier inner linings.